













polyamide thermal breaks extruder machine
The material of fiberglass reinforced polyamide 6.6 is quite hard to be extruded out. It is different from the PVC or PP which has low mechanical performance. Once it is solidified in the improper/common tunnel of the dies, will never be possible to flow out.
KAXITE® has the most famous and advanced technology for the extrusion of pure PA66GF25 after dozens of years of studying and developing. Now we own 4 generations of the production lines.
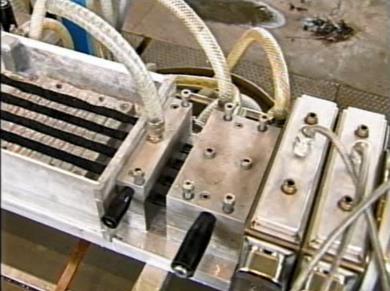
- Water cooling extrusion -- Achieved in the year of 2001. Extrude the polyamide into the water for cooling, as well as shaping.
- Softening material technology -- Achieved in the year of 2010. Softening the material by mixing the PA6 to make it possible to be extruded out by hard extrusion method which is similar to the PVC, ABS, or PP, etc.
- Hard extrusion -- Achieved in the year of 2011, and KAXITE was the first who realized the technology. Improved the flow path of the mold to allow pure PA66 with very high mechanical strength to be extruded out.
- Molding in granulation -- Achieved in the year of 2017. Any extruder is not needed. It can shape the polyamide 6.6 profiles directly in the granulation machine under the technology of hard extrusion. Reduce 30% production cost, and increase 20% of the performance.



Comparison:
| Machine Code | Extrusion Method | Advantages | Disadvantages | Tensile Strength |
| KXT-E1 | Water cooling extrusion | Extruding fastly | Low accuracy, less cavities | ~78 MPA |
| KXT-E2 | Softening material technology | Easy to use | Material not pure | ~95 MPA |
| KXT-E3 | Hard extrusion | Good performance | Tractor required | ~130 MPA |
| KXT-E4 | Molding in granulation | performance 60% up | Hard to operate | ~130 MPA |
Dozens of years ago the water cooling extrusion method was widely applied for the granulation of plastics. For PVC profiles people can achieve it easily by cutting a set of simple dies, but the tooling is not available for the polyamide with higher mechanical performance. While shaped in the cold shaping mold, the magical material can never be extruded out again.
The technology of polyamide extrusion by water cooling was widely used in European for many years, and came into China in the end of the year 2001.
There is no doubt that people in China conquered and improved the technology. Then some competitors for production of polyamide thermal breaks were born.
 |
|
The extrusion rate under the method is very fast, but not so many cavities. And it is hard to control the precision of the final products. Meanwhile the mechanical performance of the polyamide thermal breaks were not so good at that time. At first it was only about 50~60MPA. It reached 69MPA to be the best manufacturer in China after years of improvement.
KXT-E2 Soften material technology (more details)
The cost of tooling was so high for the water cooling method, and it is complex to operate. So people are seeking for the solutions of extruding the polyamide 6.6 out by the same way with the PVC, which named as hard cold extrusion. Failures happened so many times, as well as in KAXITE company. It seemed impossible to success.
 |
 |
 |
Finally people focused on changing the material to make it possible to suit the process of hard extrusion. While adding soft/lubricant additives, such as polyamide 6, we can improve the flowing performance of the material in the mold, then it was extruded out easily. But it is so easy that the material ran out uncontrolledly. In order to make the thermal insulation strips to be extruded out synchronously, the fixture of resistance device (now named as synchronizer) was attached on the end of dies. It's very convenient and just indentation (resistance lines pressed out by the synchronizer) happened on the head of thermal break strips.
The process theory is now becoming the most popular in the world.
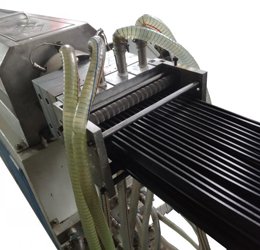
KXT-E3 Hard extrusion
KAXITE moved on studying and developing the technology of hard cold extrusion for high performance pure PA66. Day after night for 8 month, we successfully achieved the process, and are the first one who realized the hard cold extrusion for pure polyamide 6.6 with glass fiber. This technology makes the precision higher and performance better. And no resistance line marks on side of the polyamide profiles.

This technology is also more friendly to develop new shapes of polyamide profiles for energy-saving windows, doors and facade systems. Only this option can bear the high temperature and prevent from deformation when powder coating is required with the polyamide and aluminium assembled up.

Based on different capacity of the polyamide extruders, KAXITE designs more cavities in the mold for better production rate with 1~400 cavities.
This becomes the most standard production process for the fiberglass reinforced polyamide 6.6.
KXT-E4 Molding in granulation
KAXITE is competing with Technoform in China hardly , especially for the mechanical performance in the Chinese national standard. It is a tough road that a great quantity of efforts are put into it. We improve the process and technology of the polyamide thermal breaks and increase the properties obviously.

In the year of 2015, chairmen of KAXITE -- Mr. Shen came up with an idea and led the team to study. They discard all extruder machines, and realized all shaping can be out directly in the machine of granulation. After 3 years of efforts, the technology was improved by times to perfect. It can save 30% of the production cost, and increase about 20%~60% of the mechanical performance for the same raw material. This is a great achievement which KAXITE made in China, even in the world.
Successful projects
It is glad for KAXITE to help every aluminum client who wants to produce the thermal breaks by themselves. There have been dozens of successful projects happened in China since 2019 and even some in other countries.
 |
 |
 |
 |
Toolings (molds) for polyamide profile extrusion
Every year KAXITE invests a lot for improving the design of dies cutting, such as the better tunnel . It makes polyamide 6.6 flown out more easily and more smoothly to achieve the better appearance and higher performance . We have our special technology to cut dies fast. We KAXITE will be your best option if new designs of polyamide profiles needs developing.
 |
 |
 |
 |
More equipments about automatic polyamide thermal break extrusion line:
- Automatic Cutting System For Thermal Breaks
- Automatic Feeding System For Granules And Extruders
- Long Area High Precision Tick Mark Automatic Laser Marking Machine